Thought you guys might like this.

i used a program called raster to vector to convert this bandit/outlaw logo from jpg to dxf and handcleaned it in solidworks then converted it to the format i need  if anyone would like the dxf file pm me please
if anyone would like the dxf file pm me please
- Attachments
-
- outlaw_352.jpg (50 KiB) Viewed 10774 times
Kenwood DDX5016DAB
In stock awaiting install ideas
Alpine 7893R
PG Rsd 65cs
2 PG M100
2 12" Xmax
PG Bass Cube Special Edition
PG Xmax 10"
Old School CVIT15.0DVC
PG M50
PG M44
PG M25 Special Edition
PG Xenon 6,5"
PG TiDD10 + Sld44
PG ZX 475TI (Needs check, bought as blown)
In stock awaiting install ideas
Alpine 7893R
PG Rsd 65cs
2 PG M100
2 12" Xmax
PG Bass Cube Special Edition
PG Xmax 10"
Old School CVIT15.0DVC
PG M50
PG M44
PG M25 Special Edition
PG Xenon 6,5"
PG TiDD10 + Sld44
PG ZX 475TI (Needs check, bought as blown)

Sorry for the long delay in reply. I have been pretty busy with work. I would love to have some good scans or pictures of the M100 and M44 silk screening.
Post up any logos and I will try to vectorize them as I have time. If any one wants the .dfx's for their own use for vinyl, silkscreen, or machining, then let me know and I will send what I can.
If you prefer to email me stuff, my email is bigblockbuggy (at) sbcglobal (dot) net.
You guys who want to sign up??? What exactly are you looking for? PM me. This was not intended to be a for sale add, but I will help out if I can.
Later,
Jason
Post up any logos and I will try to vectorize them as I have time. If any one wants the .dfx's for their own use for vinyl, silkscreen, or machining, then let me know and I will send what I can.
If you prefer to email me stuff, my email is bigblockbuggy (at) sbcglobal (dot) net.
You guys who want to sign up??? What exactly are you looking for? PM me. This was not intended to be a for sale add, but I will help out if I can.
Later,
Jason

Yer the kid in the neighborhood with the cool new toy......... 
You should just start making PG stuff and listing it for sale. I'd bet you make a killing in no time.......
I'll be watching..............
You should just start making PG stuff and listing it for sale. I'd bet you make a killing in no time.......
I'll be watching..............
Those tender little burgers with them little, itty-bitty grilled onions that just explode in ya mouth like flavor crystals every time you bite into one.. just makes me want to burn this muthafuka down.... Come on, Pookie, let's burn this muthafuka down!!!


Rlockwood,
Put 1 or 2 of those bad boys to good use makin PG goodies in yer spare time (for a reasonable price ) and e-props are on the way!!!!!
Put 1 or 2 of those bad boys to good use makin PG goodies in yer spare time (for a reasonable price
Those tender little burgers with them little, itty-bitty grilled onions that just explode in ya mouth like flavor crystals every time you bite into one.. just makes me want to burn this muthafuka down.... Come on, Pookie, let's burn this muthafuka down!!!
How do you like me now?
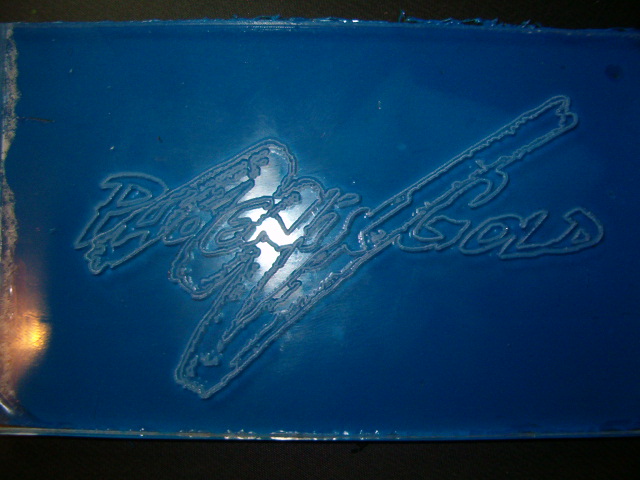
Made a new logo engraving. This is in .21" plexi, side lit with blue LED's. It is not out of focus like it looks, that is just the camera operator. Long shutter time shooting in macro in the dark, but you get the idea. It needs more boarder around the logo, so the LED's wont show when it is installed in a cut out, but I think it looks pretty cool.
Here it is:

I am thinking of selling some of these to help justify to the wife all of the time out in the shop, and to help keep me in tooling... This one is approximately 3x6 inches. What do you think something like this is worth?
Later,
Jason
Here it is:
I am thinking of selling some of these to help justify to the wife all of the time out in the shop, and to help keep me in tooling... This one is approximately 3x6 inches. What do you think something like this is worth?
Later,
Jason

errr they used to go for something like that...now I've found some cheaper:
http://cgi.ebay.com/i642-b-Motorcycle-B ... dZViewItem
so like around 25-30 bux shipped.
Just look around on the bay and you can get a good idea.
Anyway did you get my pm on my signs?
http://cgi.ebay.com/i642-b-Motorcycle-B ... dZViewItem
so like around 25-30 bux shipped.
Just look around on the bay and you can get a good idea.
Anyway did you get my pm on my signs?
The engraving is constant Z, .002 inches deep. 3/32 ball end engraver. I would like to go a little deeper, as it will refract the light better, but I am still having tooling trouble in the acrylic. Seems there is not a lot of information on feeds and speeds for plexi and acrylic out there. I have a thread on a machinist board right now and they are *trying* to help me out.
I tried your suggestion of a center drill, and it worked great in aluminum, but I broke both points off w/ in 5 inches in the acrylic.
I will take any pointers, I am going to go broke buying tooling for this little stuff before I figure it out. I swear to God, I have broke more tooling in the last 2 weeks with this CNC then I have in 5 years on my manual mill!
Later,
Jason
I tried your suggestion of a center drill, and it worked great in aluminum, but I broke both points off w/ in 5 inches in the acrylic.
I will take any pointers, I am going to go broke buying tooling for this little stuff before I figure it out. I swear to God, I have broke more tooling in the last 2 weeks with this CNC then I have in 5 years on my manual mill!
Later,
Jason
i've had some tries in acrylic, they were in my case close to brass (carbide end mills) and not that much in depth (can't remember how much) - hope that'll help a little - oh btw this was on manually operated mills
Kenwood DDX5016DAB
In stock awaiting install ideas
Alpine 7893R
PG Rsd 65cs
2 PG M100
2 12" Xmax
PG Bass Cube Special Edition
PG Xmax 10"
Old School CVIT15.0DVC
PG M50
PG M44
PG M25 Special Edition
PG Xenon 6,5"
PG TiDD10 + Sld44
PG ZX 475TI (Needs check, bought as blown)
In stock awaiting install ideas
Alpine 7893R
PG Rsd 65cs
2 PG M100
2 12" Xmax
PG Bass Cube Special Edition
PG Xmax 10"
Old School CVIT15.0DVC
PG M50
PG M44
PG M25 Special Edition
PG Xenon 6,5"
PG TiDD10 + Sld44
PG ZX 475TI (Needs check, bought as blown)
-
Bfowler

- Briaans..... BRIAAAAANNNNNNS
- Posts: 10772
- Joined: Wed Dec 06, 2006 11:06 am
- Location: So easy, a cavewomen could do him
i have never used a CNC before, but it seems like you could do the engraving once at a low depth, and then again just a bit deeper. would hat save your bits?Jacampb2 wrote:The engraving is constant Z, .002 inches deep. 3/32 ball end engraver. I would like to go a little deeper, as it will refract the light better, but I am still having tooling trouble in the acrylic. Seems there is not a lot of information on feeds and speeds for plexi and acrylic out there. I have a thread on a machinist board right now and they are *trying* to help me out.
I tried your suggestion of a center drill, and it worked great in aluminum, but I broke both points off w/ in 5 inches in the acrylic.
I will take any pointers, I am going to go broke buying tooling for this little stuff before I figure it out. I swear to God, I have broke more tooling in the last 2 weeks with this CNC then I have in 5 years on my manual mill!
Later,
Jason
my ex-girlfriend said "its car audio or me"
i've had tougher choices at a soda machine...
i've had tougher choices at a soda machine...
Spot onBfowler wrote: i have never used a CNC before, but it seems like you could do the engraving once at a low depth, and then again just a bit deeper. would hat save your bits?
When i use a 0,3mm ballnose mill, sometimes i only take 0,01mm in depth at a time (that's in steel)
Kenwood DDX5016DAB
In stock awaiting install ideas
Alpine 7893R
PG Rsd 65cs
2 PG M100
2 12" Xmax
PG Bass Cube Special Edition
PG Xmax 10"
Old School CVIT15.0DVC
PG M50
PG M44
PG M25 Special Edition
PG Xenon 6,5"
PG TiDD10 + Sld44
PG ZX 475TI (Needs check, bought as blown)
In stock awaiting install ideas
Alpine 7893R
PG Rsd 65cs
2 PG M100
2 12" Xmax
PG Bass Cube Special Edition
PG Xmax 10"
Old School CVIT15.0DVC
PG M50
PG M44
PG M25 Special Edition
PG Xenon 6,5"
PG TiDD10 + Sld44
PG ZX 475TI (Needs check, bought as blown)
Yep, you can do multiple passes, but that takes more time. With the correct feeds and rpms, I should be able to go deeper in one pass. .02" is already a very light cut.
I did a lot better today, this one is all with a #1 center drill. Finally got my feeds and speed fine tuned based on advice from some guys on another board. I am out of time for today, but suffice it to say that you need to cut acrylic ALOT slower than you think...
Here is todays work:
Later,
Jason
I did a lot better today, this one is all with a #1 center drill. Finally got my feeds and speed fine tuned based on advice from some guys on another board. I am out of time for today, but suffice it to say that you need to cut acrylic ALOT slower than you think...
Here is todays work:
Later,
Jason
When do we get to start placing orders................?
Thats the REAL question of the day..........
Thats the REAL question of the day..........
Those tender little burgers with them little, itty-bitty grilled onions that just explode in ya mouth like flavor crystals every time you bite into one.. just makes me want to burn this muthafuka down.... Come on, Pookie, let's burn this muthafuka down!!!
what sort of acrylic are you using?Jacampb2 wrote:Yep, you can do multiple passes, but that takes more time. With the correct feeds and rpms, I should be able to go deeper in one pass. .02" is already a very light cut.
I did a lot better today, this one is all with a #1 center drill. Finally got my feeds and speed fine tuned based on advice from some guys on another board. I am out of time for today, but suffice it to say that you need to cut acrylic ALOT slower than you think...
Here is todays work:
Later,
Jason
I believe there is a LARGE difference in machinability between cast and extruded, with extruded being basically shit.
I havent worked MUCH with acrylic, but I found you needed SHARP tooling, no carbide. especially not anything with a coating.
what sort of feed/speed did you settle on?
if you're really only going .002 deep, the light cut is likely causing additional heat, with no chipload to dissipate it.
I'm afraid of widths.
I found about 2100 RPM and 8.5 IPM worked well, coolant was just steady compressed air blast to clear chips and cool the drill. I was just manually running the air nozzle, and found that if I missed the drill point for even just a second, that is when it would break. My guess is I am right at the hair edge of welding chips to the cutter, and when it heats, even for a second, it gums up and snaps. I could probably take the feed rate up a bit to help, however, this piece has enough small and interpolated moves that 8.5IPM seems to be about the fastest it will go. The machine itself can move much faster, but the acceleration is not that great, it is stepper driven and has about a 300Lb table, so w/o going to servos, I don't think it is going to get much better for small short moves.
I have no idea as to the pedigree of the acrylic. They are drops from a local glass shop, from full sheets. No branding on the plastic scratch wrap, so I am guessing they are cheap. I am probably going to order some thicker polycarbonate, as I hear it is much more machining friendly than acrylic.
I am indeed only cutting to .02" as that is what has been recommended to me on several different fronts. If you think that going a bit deeper may help, I will give it a shot. After all, center drills are pretty frigging cheap! Its the snapped ball engravers that are starting to add up...
I was getting actual chips this time around, and that is a good thing. It also cut a lot cleaner than any of the other tries. I cut it out from the whole piece with a .25" 2 flute EM, 790 RPM, 10IPM .1" depth per pass, and it cut that like gangbusters. I had plexi shrapnel flying all over my shop, but no cracking.
Later,
Jason
I have no idea as to the pedigree of the acrylic. They are drops from a local glass shop, from full sheets. No branding on the plastic scratch wrap, so I am guessing they are cheap. I am probably going to order some thicker polycarbonate, as I hear it is much more machining friendly than acrylic.
I am indeed only cutting to .02" as that is what has been recommended to me on several different fronts. If you think that going a bit deeper may help, I will give it a shot. After all, center drills are pretty frigging cheap! Its the snapped ball engravers that are starting to add up...
I was getting actual chips this time around, and that is a good thing. It also cut a lot cleaner than any of the other tries. I cut it out from the whole piece with a .25" 2 flute EM, 790 RPM, 10IPM .1" depth per pass, and it cut that like gangbusters. I had plexi shrapnel flying all over my shop, but no cracking.
Later,
Jason
Last edited by Jacampb2 on Wed May 14, 2008 5:38 pm, edited 1 time in total.